
Bimetalické pilové pásy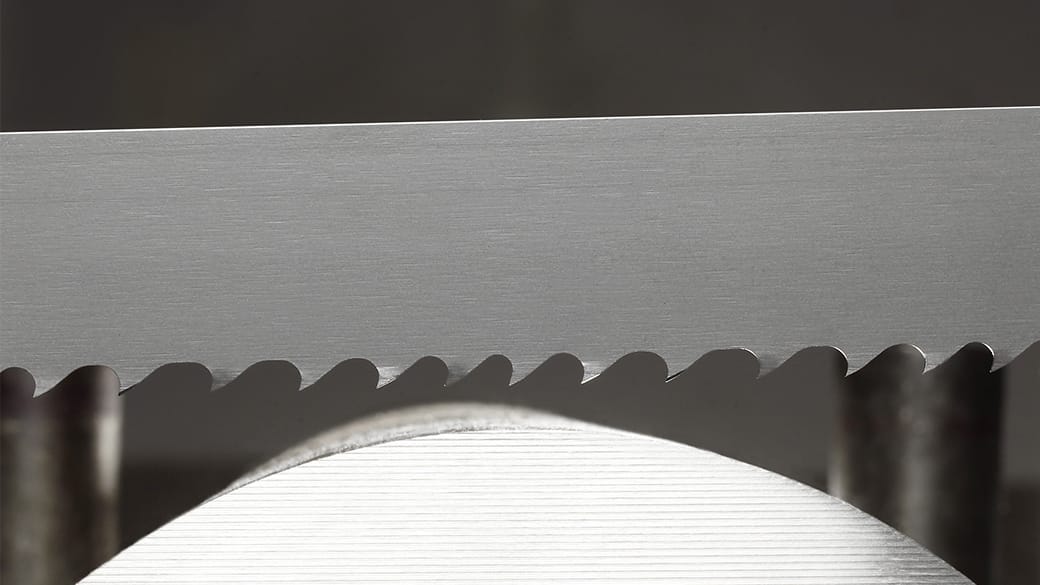
- 100% řezné rychlosti (m/min) a 50% posuvu (mm/min) oproti doporučeným hodnotám
- u menších materiálů po dobu 15 minut
- u materiálů velkých rozměrů odřezáním 300 cm2
Tvrdokovové pilové pásy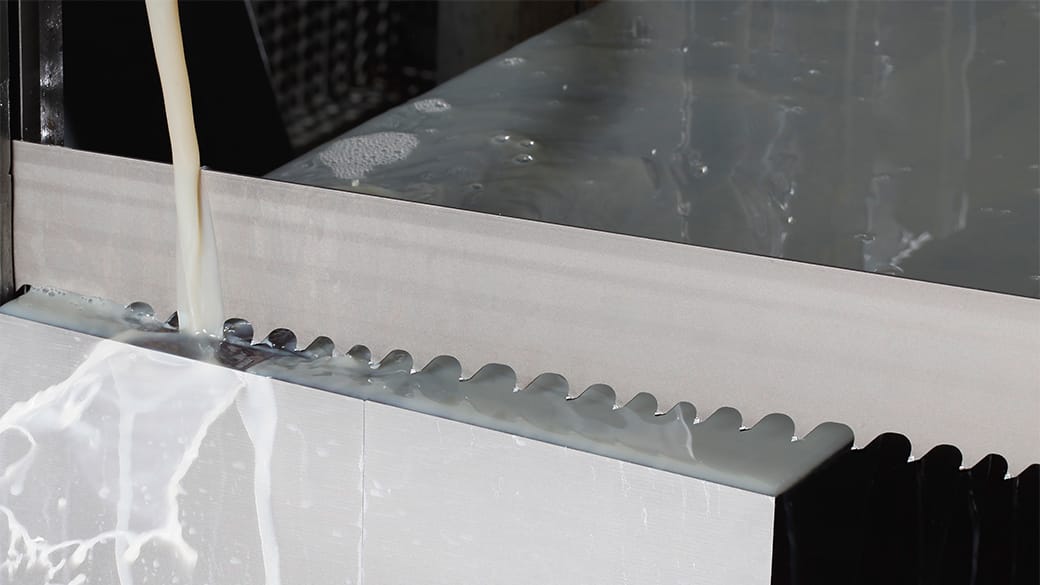
- 75% řezné rychlosti (m/min) a 50% posuvu (mm/min) oproti doporučeným hodnotám
- u menších materiálů po dobu 15 minut
- u materiálů velkých rozměrů odřezáním 500 cm2
- při vibracích opětovně snížit rychlost pilového pásu

Optimální zaoblení řezné hrany po správném zaběhnutí

Přetížení řezné hrany při nesprávném zaběhnutí vede k jejímu vylomení

Nový pilový pás má velmi malý radius řezné hrany

Životnost pilových pásů
Zajištění správných provozních podmínek je jedním ze základních předpokladů k dosažení perfektních výsledků. Optimální je, když obsluha krok za krokem zkontroluje stav stroje a jeho nastavení při každé výměně nástroje.

Obsluha strojů
Využijte všech cest, jak dosáhnout delší životnosti pilových pásů. Přináší to obrovský potenciál úspor, a to nejen při prostém přepočítání ceny za řez, ale také úspory administrativní a provozní díky méně častým výměnám.

Příčiny závad
Každý se s tím někdy setká. Pilový pás neřeže nebo řeže špatně. Způsob a míra poškození umí hodně napovědět, jaká může být příčina závady. Přičemž pilový pás je jen jedním ze čtyř možných míst, kde pátrat.